发布者:小阳量具
发布日期:2014年01月21日 垂直度是表示零件上被测要素相对于基准要素,保持正确的90°夹角状况。也就是通常所说的两要素之间保持正交的程度。机械加工与维修中常遇到测量工件垂直度的问题。在工件垂直度要求不是很高的情况下,可用一定精度等级的直角尺、塞尺测量。
被测工件的垂直度误差测量是与其高一级精度的直角尺进行比较进行的。使用刀口形直角尺的工作边与被测工件工作面相接触时,因接触仅为一条线,所以大多数的比较测量采用光隙法来判断其垂直度误差。测量时,慢慢地将直角尺靠在被测件的被测部位上,避免直角尺的任何部位与被测件碰撞。直角尺与被测部位靠好后,观察直角尺与被测表面之间的光隙大小和出现光隙的部位。根据光隙的大小和出现光隙的部位来鉴别其垂直度误差的数值。
在观察时,会出现四种可能情况:无光,中间部位有很少的光,上端有光,下端有光。第一种情况说明被测面不仅平直度好,而且与基面垂直;第二种情况说明垂直度好,但被测面的平直度不好;后两种情况说明有垂直度误差。
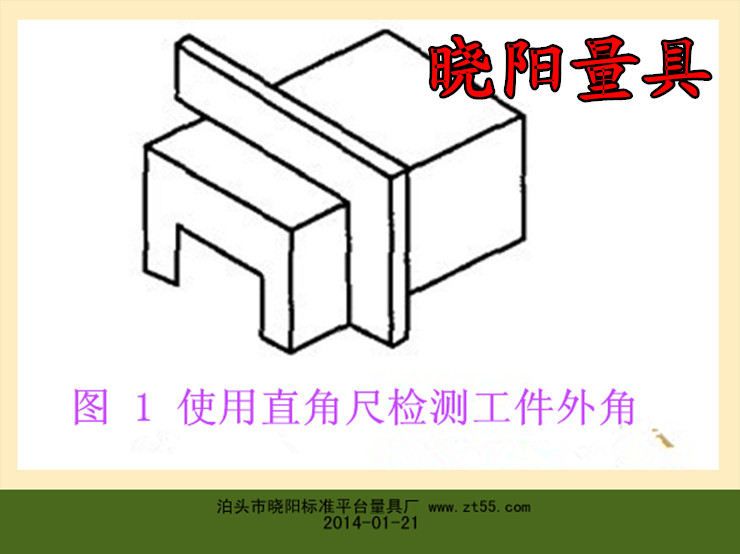
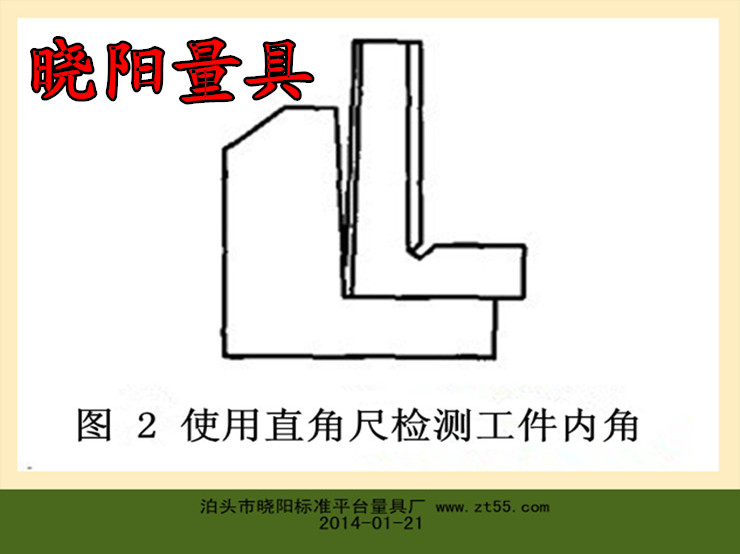
检验工件外角时,使直角尺的内侧测量面与被测工件测量面接触,使直角尺短边与工件贴合,如图1所示,其长边处光隙与标准光隙相比较的差值即为垂直度误差值。检验工件内角时,使直角尺的外侧测量面与被测件测量面接触,并使直角尺短边工作面与工件表面贴合,如图2所示。以其长边光隙的大小与标准光隙相比较,其差值即为其垂直度误差值。
直角尺的外工作角α和内工作角β在长度H上的垂直度偏差是划分直角尺精度的依据。按照工作角的极限偏差大小,直角尺可分为00级、0级、1级和2级四种精度等级,00级直角尺精度最高,用于检定精密量具,0级直角尺一般用于检验精密量具或工具,1级直角尺一般用于检验精密工件,2级直角尺用于检验一般工件。
直角尺工作角的极限偏差可以用秒计或以微米计。用微米表示的偏差是指在90°直角尺长边尺寸H处离开垂直线的距离δh,当由δh换算成δα。
上一篇:没有了!
扫一扫,加微信: