发布者:小阳量具
发布日期:2014年01月28日铸铁平尺用于机床导轨、铸铁平台的精度检查、几何精度测量,精密部件的测量,刮研工艺加工等,是精密测量的基准。 铸铁平尺按GB/6318-85标准制造,材HT250,工作面采用刮研或精密研磨削工艺,用于测量工件的直线度和平面度及设备安装,使用温度(20±5℃)。

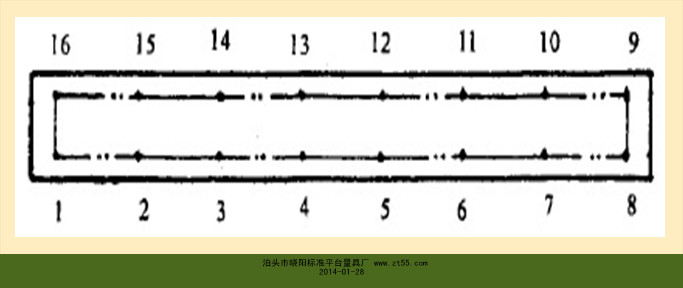
一、铸铁平尺直线度的检测:
将铸铁平行平尺用等高块支承在距铸铁平尺两端2/9L的标准支承标记处,根据铸铁平尺工作面长度选择适当的检测桥板(一般按8~10个跨距,跨距在50~500mm之间);然后将桥板置于铸铁平尺的一端,把反射镜或水平仪固定在桥板上;桥板按跨距逐步地从铸铁平尺的一端移至另一端,每移动一个跨距从分度值为1”(或0.005mm/m)的自准直仪或分度直为0.001mm/m的电子水平仪(工作面长度大于500mm的1级铸铁平尺可用分度值为0.01mm/m的合像水平仪,2级铸铁平尺可用分度值为0.02mm/m的框式水平仪)上读取该位置读数;其最大值与最小值之差即为铸铁平尺工作面的直线度误差。工作面任意200mm的直线度误差,可选择50mm或100mm的桥板,按上述方法在任意200mm内进行检验确定。
对工作面宽度大于60mm的铸铁平尺,应按平面度要求进行检验,其平面度公差值应不大于表2所规定的直线度公差值。检验方法见图示意。
二、检测接触点面积比率:
将被检铸铁平尺工作面涂上显示剂,在不低于其精度的铸铁平台或铸铁平尺上研合,在被检铸铁平尺工作面上显示出明显的接触点。然后用一个在50mm×25mm范围内刻划有2.5mm×2.5mm 的200个小方格的透明薄板(如有机玻璃板),置于被检铸铁平尺工作面的任意位置上,依次观察每个方格内包含接触点所占面积的比例(以1/10 为单位)。求上述比例数之和,除以2 即为所检测部位的接触点面积的比率。
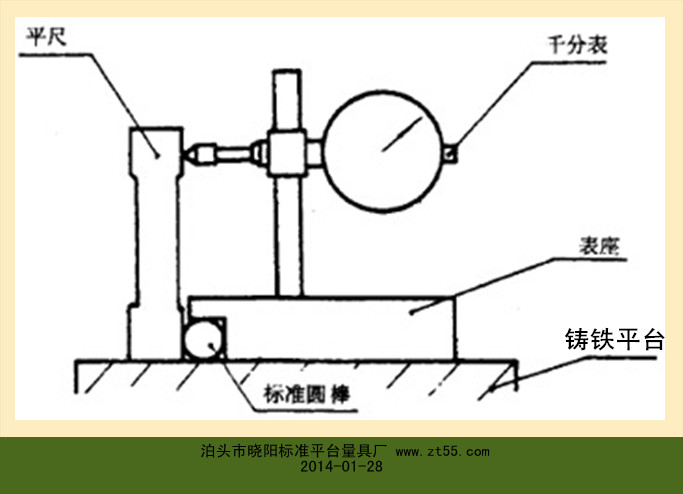
三、检验铸铁平尺侧面对工作面的垂直度:
将铸铁平尺放置在铸铁平台上,使装有分度值为0.001mm 千分表的表座通过标准圆棒,在标准直角尺上对零。然后以同样的方式使表座靠紧铸铁平尺的一个侧面,此时千分表的读数即为该侧面的垂直度误差。同理检测另一侧面的垂直度误差,取最大误差值(见图)
四、检测铸铁平尺上工作面与下工作面的平行度,工作面与下支承面的平行度:
将铸铁平尺以工作面(或以支承脚支承面)为基面放在精密铸铁平台上,用装在表架上的分度值为0.001mm的千分表在其工作面上测出不少于三处的高度差值,即为平行度误差。
当不具备适用的铸铁平台时,允许将铸铁平尺侧面放在某一支承面上,用分度值为0.002mm 杠杆千分尺或带分度值为0.002mm 千分表的检具测铸铁平尺的高度差。
五、铸铁平尺自然挠度:
将铸铁平尺用等高块支承在距平尺两端2/9L的标准支承标记处并置于基准平面上,用分度值为0.001mm的指示表或比较仪,在工作面长度中间测量读数;然后将等高块移至最大支承距离位置(铸铁平尺两端),稳定10min 后,由指示表或比较仪读数;两次读数值之差Y 即为铸铁平尺的自然挠度。
晓阳量具是一家专业制作铸铁平尺的生产厂家,公司严格把守质量关,不接受不良品,不制造不良品,使得我们生产的铸铁平尺被广泛应用于全国各个行业领域当中,深得客户认可与信赖。以上是我公司为您带来的关于铸铁平尺的产品详细介绍。如果您在使用过程当中遇到与铸铁平尺相关的任何问题,请随时致电我们:0317-8177195,期待您的来电。
上一篇:划线平台在钳工划线中的作用
下一篇:客户如何挑选检验平台的建议
扫一扫,加微信: